ES
Insertos de carburo de tungsteno para tuneladoras: qué son y por qué son importantes
Noticias de la industria-El papel de los insertos de carburo de tungsteno en la perforación de túneles
Los insertos de carburo de tungsteno para máquinas perforadoras de túneles son los principales elementos de corte responsables de fracturar, raspar y desagregar formaciones rocosas y de suelo en la cara del túnel. Cada metro de avance del túnel en condiciones de terreno duro o mixto depende de la capacidad de estos insertos para mantener su geometría de corte, resistir el desgaste abrasivo y absorber el enorme impacto y las fuerzas de compresión generadas cuando un cabezal de corte giratorio ataca la roca en profundidad. Sin insertos de carburo especificados y mantenidos adecuadamente, las tasas de penetración caen drásticamente, el consumo de cortadores aumenta y la economía de todo el proyecto de construcción de túneles se deteriora rápidamente.
Los insertos en sí son componentes compactos, que generalmente varían desde unos pocos milímetros hasta varios centímetros en sus dimensiones críticas, pero están diseñados con un nivel de precisión excepcionalmente alto. El grado de carburo de tungsteno, el contenido de aglutinante, el tamaño del grano, la geometría del inserto y el sistema de montaje de soldadura fuerte o ajuste a presión son variables que el fabricante del inserto optimiza para la aplicación de corte específica. Una especificación de inserto de carburo que funciona bien en piedra caliza se desgastará prematuramente o se fracturará en granito o cuarcita, y viceversa. Comprender por qué es así (y cómo elegir la especificación correcta) es el conocimiento práctico que separa la adquisición eficaz de herramientas para tuneladoras de las costosas pruebas y errores en el campo.
Qué es el carburo de tungsteno y por qué se utiliza en las herramientas de corte de las TBM
El carburo de tungsteno (WC) es un compuesto químico de tungsteno y carbono que, en su forma sinterizada pura, es uno de los materiales de ingeniería más duros disponibles, solo superado por el diamante y el nitruro de boro cúbico entre los materiales de herramientas de corte comercialmente prácticos. En los productos de carburo cementado utilizados para los insertos de TBM, los granos de carburo de tungsteno se unen con un aglutinante metálico (casi universalmente cobalto (Co), aunque los aglutinantes de níquel y níquel-cromo se utilizan en grados específicos resistentes a la corrosión) a través de un proceso de pulvimetalurgia que implica prensado y sinterización en fase líquida a temperaturas superiores a 1300 °C.
El resultado es un material compuesto en el que los granos duros de WC proporcionan dureza y resistencia al desgaste extremas, mientras que la matriz aglutinante de cobalto proporciona tenacidad y resistencia a la fractura bajo impacto. La idea fundamental es que la dureza y la tenacidad existen en tensión en el carburo cementado; el aumento de una generalmente se produce a expensas de la otra. Las calidades con bajo contenido de cobalto y tamaño de grano fino son más duras y resistentes al desgaste, pero más quebradizas; Los grados con mayor contenido de cobalto y tamaño de grano más grueso son más duros y resistentes a los impactos, pero se desgastan más rápido en condiciones abrasivas. Seleccionar el grado correcto para un inserto de carburo TBM significa encontrar la posición óptima en este equilibrio entre dureza y tenacidad para el tipo de roca específico, la abrasividad de la formación y el mecanismo de corte involucrados.
Específicamente para aplicaciones de TBM, el carburo cementado supera a todas las alternativas prácticas. Las puntas de acero carecen de la dureza necesaria para resistir el desgaste abrasivo de la roca a tasas de penetración aceptables. Las cerámicas ofrecen una dureza competitiva pero una tenacidad a la fractura insuficiente para sobrevivir a la carga de impacto en la cara del túnel. Las herramientas con punta de diamante se utilizan en aplicaciones específicas de alto valor, pero no son prácticas para el volumen de elementos de corte necesarios en un cabezal de corte completo de una TBM. La combinación de dureza, tenacidad, estabilidad térmica y capacidad de fabricación del carburo cementado a escala industrial lo convierte en la solución estándar para insertos de corte para tuneladoras de roca dura y suelos mixtos en toda la industria mundial de túneles.
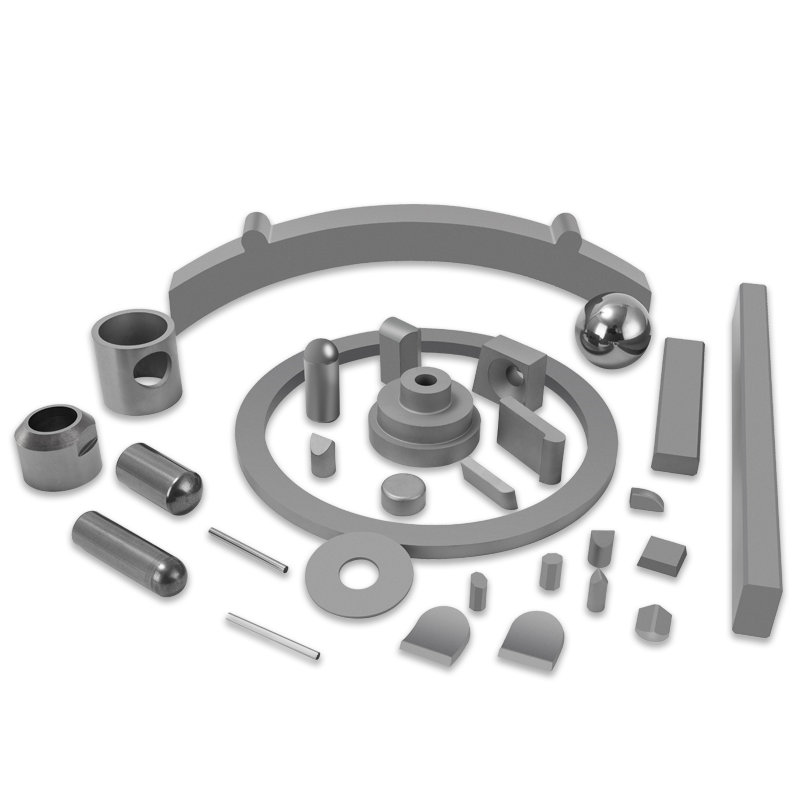
Tipos de insertos de carburo para tuneladoras y sus funciones
No todos los insertos de carburo de tungsteno en el cabezal de corte de una TBM realizan la misma función. El cabezal de corte es un conjunto complejo de diferentes tipos de herramientas, cada una posicionada para realizar una tarea específica en el proceso de rotura de rocas y remoción de material. Comprender las distinciones entre estos tipos de plaquitas es fundamental para especificar el grado y la geometría de carburo correctos para cada posición.
Insertos de corte de disco
Los cortadores de disco son las principales herramientas de corte en las tuneladoras de roca dura. Un cortador de disco consta de un anillo de acero, el disco, montado en un conjunto de cubo que le permite girar libremente a medida que gira el cabezal de corte. El borde del disco entra en contacto con la superficie de la roca y genera fracturas por tracción a través de un mecanismo de indentación rodante en lugar de corte directo. Los insertos de carburo de tungsteno en aplicaciones de corte de disco generalmente están incrustados en el borde del anillo del disco o se usan como material del borde de contacto en diseños de disco compuestos. Estos insertos deben resistir altas tensiones de compresión en el punto de contacto con la roca, cargas de fatiga de ciclos de impacto repetidos y desgaste abrasivo de minerales duros, particularmente cuarzo, en la matriz de la roca. Las calidades con contenido medio de cobalto (8–12 % Co) y tamaño de grano fino a medio se especifican comúnmente para insertos de cortador de disco en aplicaciones de roca dura.
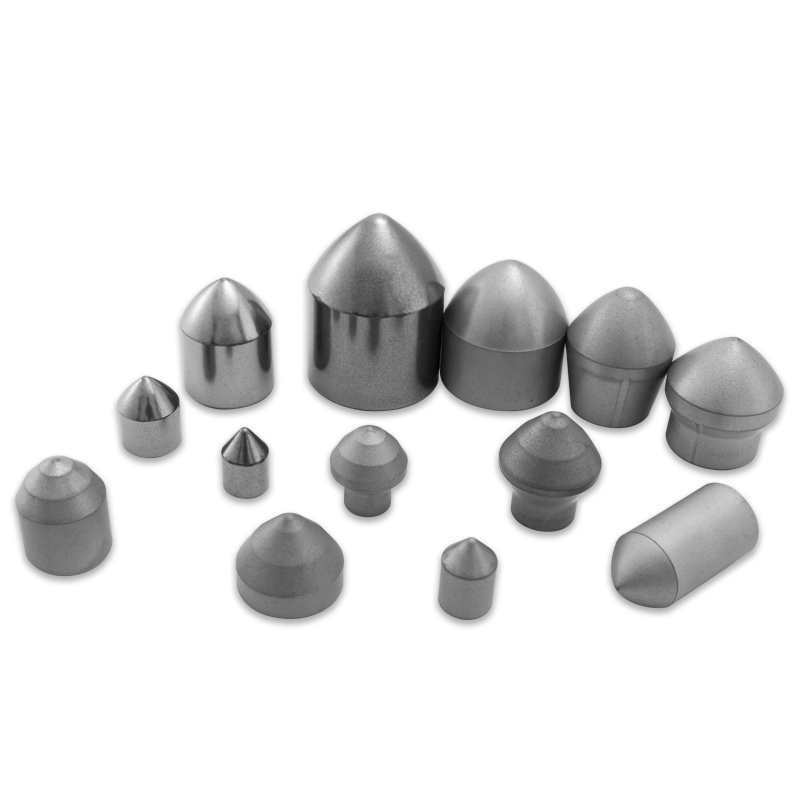
Inserciones de botones y pernos para herramientas de arrastre
En terrenos blandos a semiduros y en condiciones de cara mixta, las tuneladoras utilizan herramientas de arrastre (picas, raspadores y cortadores calibradores) equipadas con botones o insertos de perno de carburo de tungsteno que involucran la formación en una acción de raspado o corte. Los insertos de botón son formas de carburo semiesféricas o de perfil balístico encajadas a presión en el cuerpo de acero de la herramienta; Los insertos de perno son vástagos cilíndricos con una punta endurecida, también encajados a presión o soldados en asientos preparados. Estos insertos experimentan cargas de compresión más bajas que los insertos de cortador de disco, pero están sujetos a fuerzas de corte laterales más altas y a un impacto más variable debido a los contactos mixtos de roca y suelo. Las calidades con mayor contenido de cobalto (12–16 % Co) y un tamaño de grano más grueso proporcionan la tenacidad necesaria para resistir la fractura en estas condiciones de carga, a costa de cierta resistencia a la abrasión en comparación con las calidades más duras con bajo contenido de cobalto.
Insertos cortadores de calibre y calibre
Las cortadoras calibradoras se colocan en el perímetro exterior del cabezal de corte de la tuneladora y cortan el perfil del túnel al diámetro requerido. Experimentan una combinación de las velocidades de corte más altas (porque recorren la mayor distancia circunferencial por rotación) y una carga de impacto significativa debido a las irregularidades del perfil y las condiciones mixtas del terreno en el límite del túnel. Los insertos de corte de calibre están sujetos a algunas de las condiciones de desgaste más severas en el cabezal de corte, por lo que a menudo se especifican en grados más duros o con dimensiones de inserto más grandes que brindan más volumen de carburo para resistir el desgaste antes de que sea necesario reemplazar el inserto.
Inserciones de punta de radio y rueda de cangilones
En EPB (equilibrio de presión de tierra) y tuneladoras de lodo que funcionan en terrenos blandos o en condiciones de cara mixta, los radios del cabezal de corte y las aberturas de la rueda de cangilones están equipados con elementos de desgaste con punta de carburo que protegen la estructura de acero del desgaste abrasivo a medida que el material suelto se introduce en la máquina. Estos insertos de protección contra el desgaste generalmente se especifican en grados de alta tenacidad que resisten el impacto de fragmentos de roca e inclusiones duras en la corriente de lodo, priorizando la integridad estructural sobre el filo del borde de corte.
Selección del grado de carburo por tipo de roca y abrasividad
Las condiciones geológicas en la cara del túnel son el principal factor a la hora de seleccionar la calidad de los insertos de carburo. La abrasividad de la roca, cuantificada mediante pruebas estandarizadas como el índice de abrasividad Cerchar (CAI) y la prueba de abrasímetro LCPC, predice directamente la velocidad a la que se desgastarán los insertos de carburo y la probabilidad de fractura catastrófica bajo carga de impacto. Hacer coincidir el grado del inserto con la abrasividad de la roca es la decisión más importante en la especificación de insertos de carburo para TBM.
| Tipo de roca | Rango CAI típico | Contenido recomendado | Tamaño de grano | Mecanismo de desgaste primario |
| Piedra Caliza / Mármol | 0,1–0,5 | 10-14% | Medio | Baja abrasión; impacto de planos de fractura |
| arenisca | 0,5–2,5 | 8-12% | Fino a medio | Abrasión moderada de granos de cuarzo. |
| granito | 2,0–4,5 | 6-10% | bien | Alta abrasión; agrietamiento por fatiga |
| cuarcita | 3,5–6,0 | 6-9% | Ultrafino a fino | Abrasión severa; microchip |
| Basalto / Dolerita | 1,5–3,5 | 8-12% | Fino a medio | Abrasión e impacto de inclusiones duras. |
| Cara Mixta / Labra Glacial | variable | 12-16% | Medio to coarse | Fractura por impacto de adoquines; abrasión variable |
El umbral CAI de aproximadamente 2,0 es un punto de decisión práctico en la selección del grado de carburo. Por debajo de este valor, los grados con mayor contenido de cobalto y tamaño de grano medio ofrecen un buen equilibrio entre tenacidad y resistencia al desgaste. Por encima de CAI 2.0, la tasa de desgaste abrasivo de los grados con mayor contenido de cobalto se vuelve antieconómica y la especificación debería cambiar hacia un menor contenido de cobalto y grados de grano más fino que mantengan la dureza a costa de cierta tenacidad. En formaciones superiores a CAI 4.0 (cuarcita extrema y algunos conglomerados abrasivos), incluso los grados premium de grano fino y bajo en cobalto se desgastan rápidamente y la frecuencia de reemplazo de insertos se convierte en un factor de planificación del proyecto en lugar de un costo evitable.
Insertar geometría y su efecto en el rendimiento de corte
La geometría de un inserto TBM de carburo de tungsteno (la forma de su perfil, el ángulo de la punta y las proporciones dimensionales) determina cómo se acopla a la superficie de la roca, cómo distribuye la tensión dentro del cuerpo de carburo y cómo evoluciona su rendimiento a medida que se desgasta el inserto. La optimización de la geometría es tan importante como la selección de la calidad para maximizar la vida útil de la plaquita y la eficiencia de corte.
Inserciones de botones hemisféricos
El perfil semiesférico es la geometría más común para inserciones de botones de herramientas de arrastre en terrenos blandos a semiduros. La punta redondeada distribuye la tensión de contacto de manera uniforme sobre una gran superficie, lo que reduce las concentraciones máximas de tensión que causarían fracturas en un perfil más afilado. A medida que el hemisferio se desgasta, su geometría evoluciona gradualmente: un hemisferio parcialmente desgastado sigue siendo un perfil de corte funcional, lo que significa que la plaquita continúa funcionando en una parte importante de su volumen antes de que sea necesario reemplazarlo. La principal limitación del perfil hemisférico en roca dura es que requiere mayores fuerzas de penetración para lograr la misma profundidad de indentación en comparación con perfiles más afilados, lo que reduce la eficiencia de corte en formaciones donde la fuerza de penetración es el factor limitante.
Perfiles balísticos y cónicos
Los insertos balísticos tienen un perfil de punta ojival, redondeado en la punta pero que pasa a un cuerpo más cilíndrico en un ángulo más pronunciado que un hemisferio. Esta geometría concentra la tensión de contacto de manera más efectiva que un hemisferio, mejorando la penetración en rocas más duras con la misma fuerza aplicada, pero es más susceptible a fracturarse si se impacta lateralmente o se usa en formaciones con inclusiones duras. Los insertos cónicos con un ángulo de punta definido amplían aún más la ventaja de la eficiencia de penetración, pero son los perfiles estándar más propensos a fracturarse. Los insertos de carburo para TBM cónicos y balísticos generalmente se especifican para formaciones donde la eficiencia de corte es la prioridad y la carga de impacto es predecible y manejable.
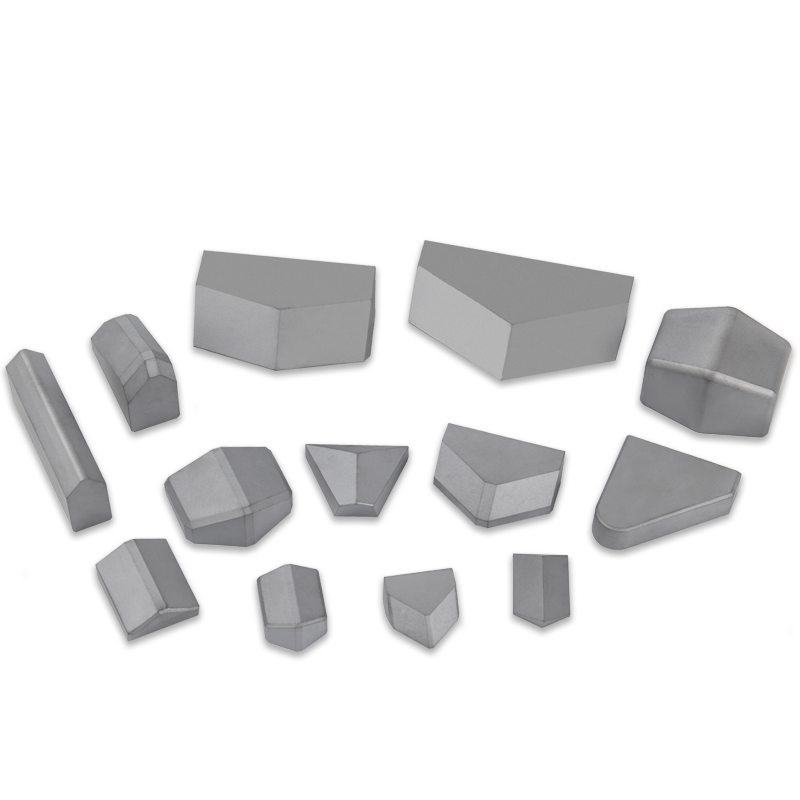
Perfiles de cincel y cuña
Las inserciones de perfil de cincel presentan un filo de corte lineal en lugar de un punto de contacto con la superficie de la roca. Esta geometría es efectiva para cortar y raspar formaciones blandas a medianas y se usa comúnmente en posiciones de cortador de calibre y cortador de perfil donde se necesita una geometría de corte definida. El borde del cincel se desgasta rápidamente en condiciones abrasivas, lo que hace que el mecanismo de corte pase de cizallar a arar: un cambio de rendimiento significativo que aumenta la fuerza de corte requerida y genera más calor en la cara del inserto. Por lo tanto, monitorear el desgaste del inserto de cincel y reemplazarlo en el umbral de desgaste plano o antes es más crítico que con las geometrías de inserto de botón.

Mecanismos de desgaste y cómo reconocerlos
Identificar el mecanismo de desgaste específico que afecta a los insertos de carburo de la tuneladora en el campo es el punto de partida para diagnosticar si la especificación actual del inserto es apropiada para las condiciones del terreno y si es probable que las intervenciones (cambio de pendiente, cambio de geometría, ajuste de parámetros operativos) mejoren el rendimiento. Los principales modos de desgaste son distintos en apariencia y tienen diferentes causas fundamentales.
- Desgaste abrasivo (desgaste plano): Eliminación progresiva del material de carburo de la superficie de la punta del inserto mediante granos minerales duros en la roca, produciendo una superficie desgastada lisa, plana o facetada. Este es el modo de desgaste esperado en formaciones abrasivas e indica que el inserto está consumiendo volumen de carburo a una velocidad determinada por la abrasividad de la roca y la dureza del grado de carburo. Si la tasa de desgaste plano es mayor de lo esperado, considere cambiar a un grado de grano más fino y con menor contenido de cobalto, pero asegúrese de que la tenacidad siga siendo suficiente para las condiciones de impacto presentes.
- Descantillado y microfractura: Fractura a pequeña escala de la punta de carburo, visible como roturas de bordes irregulares o textura superficial picada. El desconchado generalmente indica que el grado actual es demasiado duro y frágil para las condiciones de impacto presentes: el carburo se fractura antes de que el aglutinante pueda deformarse y absorber la energía del impacto. Este modo de desgaste es común cuando un grado con bajo contenido de cobalto especificado para condiciones abrasivas encuentra inclusiones duras o zonas de fractura inesperadas. La solución suele ser aumentar el contenido de cobalto o el tamaño del grano para mejorar la tenacidad.
- Fractura grave: Rotura catastrófica del cuerpo del inserto, perdiendo una parte significativa o la totalidad del inserto por encima del vástago de montaje. Este modo de falla indica una sobrecarga severa, generalmente por impacto con rocas inesperadamente duras, cambios repentinos en la resistencia de la formación o montaje incorrecto del inserto que crea concentraciones de tensión en la base del inserto. Una fractura grave destruye la plaquita inmediatamente y puede dañar el cuerpo de la herramienta, lo que la convierte en un modo de fallo de alto coste que hay que evitar.
- Craqueo térmico: Una red de grietas superficiales que irradian desde la punta del inserto, a veces denominada "revisión por calor". Esto ocurre cuando el calor por fricción en la cara de corte provoca un rápido ciclo térmico que excede la resistencia a la fatiga térmica del carburo. El agrietamiento térmico es más común en condiciones de corte en seco (lo que indica un suministro inadecuado de agua de refrigeración a la cara de la herramienta) o cuando la tasa de penetración es muy alta, lo que genera calor por fricción sostenido. Mejorar el suministro de agua de refrigeración y revisar los parámetros de corte son las principales respuestas al craqueo térmico.
- Lixiviación con aglutinantes de cobalto: En aguas subterráneas ácidas o fluidos de poros químicamente agresivos, el aglutinante de cobalto en la matriz de carburo se puede disolver selectivamente, dejando un esqueleto de carburo debilitado que es altamente susceptible a la fractura. Este modo de falla es identificable por una textura superficial gris y porosa en el inserto y se confirma mediante análisis químico del agua subterránea. Los grados de carburo aglomerado de níquel o níquel-cromo ofrecen una resistencia a la corrosión significativamente mejor en condiciones ácidas y deben especificarse cuando la lixiviación del aglutinante es un riesgo conocido o sospechado.
Prácticas de instalación, inspección y reemplazo
El rendimiento de los insertos de carburo de tungsteno en servicio se ve afectado significativamente por la calidad de la instalación, la frecuencia y el rigor de la inspección durante la construcción de túneles y los criterios utilizados para activar el reemplazo. Una mala práctica en cualquiera de estas áreas reduce la vida útil de la plaquita y aumenta los costos de herramientas por metro, independientemente de qué tan bien se especifique el grado de carburo.
Requisitos de instalación
Los insertos de botón de ajuste a presión deben instalarse con el ajuste de interferencia correcto entre el vástago del inserto y el asiento preparado en el cuerpo de la herramienta. Una interferencia muy pequeña permite que la plaquita gire o se afloje bajo las fuerzas de corte, lo que acelera el desgaste y, finalmente, provoca la pérdida de la plaquita; demasiada interferencia genera tensión circular de tracción en el vástago de carburo durante la instalación, lo que puede iniciar grietas que se propagan hasta fracturarse en servicio. Los fabricantes especifican el ajuste de interferencia requerido para cada combinación de diámetro de inserto y material del cuerpo; estas especificaciones deben seguirse con precisión y las dimensiones del asiento se deben verificar mediante medición de calibre antes de la instalación. Los insertos soldados requieren una selección correcta de la aleación de soldadura, la aplicación de fundente y el control del espesor de la junta de soldadura fuerte para lograr la fuerza de unión necesaria para resistir las fuerzas de corte sin agrietar el carburo adyacente a la interfaz de soldadura fuerte.
Protocolos de inspección en servicio
Los intervalos de inspección del cabezal de corte de la tuneladora varían según las condiciones del terreno y los requisitos del proyecto, pero generalmente ocurren cada 300 a 600 metros de avance en terrenos de dureza media y con mayor frecuencia en formaciones altamente abrasivas. Durante cada inspección, se debe examinar visualmente cada posición del inserto para detectar los modos de desgaste descritos anteriormente, y se debe medir la profundidad de desgaste del inserto en posiciones representativas utilizando un medidor de profundidad. Los mapas de desgaste de inserción (que registran el desgaste en cada posición del cabezal de corte durante intervalos de inspección sucesivos) permiten la identificación de posiciones con tasas de desgaste anormalmente altas que pueden indicar cambios localizados en la formación, problemas de suministro de agua de refrigeración o desequilibrio en la rotación del cabezal de corte que requieren investigación.
Criterios de reemplazo
Los insertos deben reemplazarse antes de que se desgasten hasta el punto en que el cuerpo de acero de la herramienta comience a hacer contacto con la superficie de la roca; en ese punto, el cuerpo de la herramienta se desgasta rápidamente y el costo de reemplazar el cuerpo de la herramienta excede con creces el ahorro que se obtiene al maximizar el tiempo de funcionamiento del inserto. Los criterios de reemplazo típicos para insertos de botón especifican un diámetro máximo de desgaste plano de 60 a 70% del diámetro original del inserto, más allá del cual la tasa de desgaste se acelera de manera no lineal y el riesgo de fractura grave aumenta significativamente. En el caso de las cortadoras de disco, el desgaste del anillo se controla midiendo la reducción del diámetro del anillo con respecto a la especificación original, y el reemplazo generalmente se activa cuando el límite de desgaste es de 5 a 10 mm de reducción del diámetro, según el diseño del anillo.
Factores clave a la hora de adquirir insertos de carburo para tuneladoras
La adquisición de insertos de carburo de tungsteno para máquinas perforadoras de túneles implica consideraciones técnicas, comerciales y logísticas que son específicas del entorno de construcción subterránea. Las consecuencias de especificar el producto incorrecto o quedarse sin existencias a mitad de camino son lo suficientemente graves como para hacer que la decisión de abastecimiento sea significativamente más trascendental que para la mayoría de las compras de consumibles industriales.
- Solicite certificaciones de materiales y hojas de datos de calidad. Cualquier proveedor de insertos de carburo de buena reputación debe proporcionar certificados de prueba de materiales que confirmen la dureza (HRA o HV30), la resistencia a la rotura transversal, la densidad y el contenido de cobalto para cada lote de producción. Verifique que el grado suministrado coincida con la especificación y que se mantenga la coherencia entre lotes; la variación de grado entre lotes es un problema de calidad conocido entre algunos fabricantes que operan en el extremo del mercado de productos básicos.
- Confirme las tolerancias dimensionales con las especificaciones del cuerpo de su herramienta. Las tolerancias del diámetro del vástago del inserto para aplicaciones de ajuste a presión generalmente se especifican en el rango de ±0,01 a 0,02 mm. Solicite informes de inspección dimensional que confirmen que los insertos suministrados cumplen con la banda de tolerancia especificada; los insertos fuera de tolerancia no se pueden detectar visualmente y causarán problemas de instalación o fallas prematuras en el servicio.
- Mantener un stock de seguridad adecuado durante la duración del proyecto. Los accionamientos de TBM en suelos abrasivos consumen insertos rápidamente; tasas de consumo de varios cientos de insertos por semana no son inusuales en accionamientos de granito o cuarcita altamente abrasivos. Establecer un pronóstico de consumo basado en la abrasividad de la formación esperada, las tasas de penetración planificadas y el diseño del cabezal de corte, y el tamaño del stock de seguridad para cubrir al menos de cuatro a seis semanas de consumo previsto en el sitio del proyecto. Las interrupciones en la cadena de suministro durante una operación activa de una tuneladora tienen un impacto directo e inmediato en el cronograma del proyecto.
- Considere el costo total de propiedad en lugar del precio unitario. Un inserto de carburo que cuesta un 20 % más pero dura un 50 % más en una formación determinada reduce el costo de herramientas por metro de avance en aproximadamente un 25 % y al mismo tiempo reduce el costo de mano de obra de las intervenciones de inspección y reemplazo. La evaluación de los proveedores de insertos en función de los datos de rendimiento del costo por metro de proyectos comparables en lugar del precio unitario por sí solo produce consistentemente mejores resultados en los proyectos y es el enfoque utilizado por los contratistas experimentados en TBM a nivel mundial.
- Contratar el soporte técnico de los proveedores para formaciones novedosas o desafiantes. Cuando la geología del proyecto incluye formaciones fuera de las categorías estándar de roca dura o terreno blando (roca altamente fracturada, agua subterránea químicamente agresiva, abrasividad extrema o cara mixta con grandes rocas), trabaje con el equipo técnico del proveedor del inserto para desarrollar y validar la especificación del inserto antes de que comience la perforación. El costo de una revisión técnica previa al proyecto es insignificante en comparación con el costo de descubrir una especificación inadecuada debido a una falla prematura del inserto durante una conducción en vivo.
Nuestros Productos //
Productos relacionados