ES
Carburo de tungsteno: la guía completa sobre qué es, cómo se fabrica y dónde se utiliza
Noticias de la industria-Qué es realmente el carburo de tungsteno y por qué es tan extraordinario
El carburo de tungsteno, a menudo abreviado como WC o simplemente denominado carburo en entornos industriales, es un compuesto químico formado mediante la combinación de átomos de tungsteno y carbono en proporciones iguales. En su forma compuesta pura, aparece como un fino polvo gris, pero el material con el que trabajan los ingenieros y fabricantes en la práctica es el carburo de tungsteno cementado: un compuesto producido sinterizando polvo de carburo de tungsteno junto con un aglutinante metálico, más comúnmente cobalto, a temperaturas y presiones extremadamente altas. Este proceso de sinterización fusiona las partículas duras de carburo en un material denso y sólido que combina propiedades que ningún elemento puede ofrecer por sí solo: dureza extraordinaria, resistencia al desgaste excepcional, alta resistencia a la compresión, buena conductividad térmica y una densidad aproximadamente el doble que la del acero.
Los números detrás de las propiedades del carburo de tungsteno son realmente impresionantes. Su dureza en la escala Vickers suele oscilar entre 1400 y 1800 HV, según el grado y el contenido de cobalto: varias veces más duro que el acero para herramientas endurecido y acercándose a la dureza del diamante, que se sitúa en aproximadamente 10000 HV. Su resistencia a la compresión puede superar los 6000 MPa, lo que lo convierte en uno de los materiales de compresión más resistentes disponibles para los ingenieros. Su punto de fusión de aproximadamente 2870 °C significa que conserva sus propiedades mecánicas a temperaturas en las que la mayoría de los otros materiales de ingeniería hace tiempo que se ablandaron o fallaron. Estas características explican en conjunto por qué el carburo de tungsteno cementado se ha vuelto indispensable en una notable gama de aplicaciones industriales exigentes, desde el corte de metales y la minería hasta los dispositivos médicos y la electrónica.
Cómo se fabrica el carburo de tungsteno: desde el mineral en bruto hasta el grado terminado
La producción de cemento carburo de tungsteno es un proceso de varias etapas que comienza con la extracción de mineral de tungsteno y termina con un material compuesto diseñado con precisión cuyas propiedades se controlan con tolerancias estrictas. Comprender la cadena de fabricación aclara por qué los grados de carburo de tungsteno varían en sus características de rendimiento y por qué la calidad de las materias primas y las condiciones de procesamiento tienen un impacto tan directo en las propiedades del material terminado.
Extracción y procesamiento de mineral de tungsteno
Las principales fuentes comerciales de tungsteno son los minerales scheelita (tungstato de calcio, CaWO₄) y wolframita (tungstato de hierro y manganeso). China domina la producción mundial de tungsteno y representa aproximadamente el 80% de la producción mundial, y también se encuentran importantes depósitos en Rusia, Vietnam, Canadá y Bolivia. El mineral extraído primero se concentra mediante flotación y separación por gravedad para aumentar el contenido de tungsteno, luego se procesa químicamente para producir paratungstato de amonio (APT), la forma intermedia más común en la cadena de suministro de tungsteno. Posteriormente, el APT se reduce en una atmósfera de hidrógeno a alta temperatura para producir polvo de metal de tungsteno, que luego se carburiza mediante reacción con carbono en un horno de alta temperatura para producir polvo de carburo de tungsteno. El tamaño de partícula de este polvo de WC, que puede variar desde submicrómetros hasta decenas de micrones, es un parámetro crítico que determina directamente el tamaño de grano y la dureza del carburo cementado terminado.
Mezclado, fresado y adición de aglutinantes
El polvo de carburo de tungsteno se mezcla con polvo de cobalto, el aglutinante más común, generalmente en concentraciones entre el 3% y el 25% en peso, según el grado objetivo, junto con otros aditivos como inhibidores del crecimiento de granos (comúnmente carburo de vanadio o carburo de cromo en adiciones inferiores al porcentaje) y lubricantes de prensado. Luego, esta mezcla se muele en húmedo en un molino de bolas durante un período prolongado (generalmente de 24 a 72 horas) para lograr una mezcla íntima, descomponer los aglomerados y alcanzar la distribución de tamaño de partícula objetivo. La suspensión molida se seca por aspersión para producir un polvo granulado de flujo libre con un tamaño de partícula constante y una densidad adecuada para prensar. La uniformidad de la mezcla en esta etapa es crítica: cualquier variación en la distribución del aglutinante en el polvo producirá variaciones locales en las propiedades de la pieza sinterizada que comprometerán tanto el rendimiento mecánico como la confiabilidad.
Prensar y dar forma
El polvo secado por aspersión se compacta hasta alcanzar la forma casi neta deseada utilizando uno de varios métodos de prensado. El troquelado uniaxial se utiliza para formas simples, como insertos de corte, varillas y piezas de desgaste en producción de gran volumen. El prensado isostático, donde se aplica presión uniformemente desde todas las direcciones a través de un medio fluido, se utiliza para formas más complejas y produce una densidad verde más uniforme, lo que se traduce en propiedades sinterizadas más consistentes. La extrusión se utiliza para producir varillas y tubos largos. El prensado en frío produce un compacto "verde" que tiene suficiente resistencia para su manipulación pero aún debe sinterizarse para desarrollar sus propiedades finales. Algunas formas complejas se producen mediante moldeo por inyección de la mezcla de carburo, aglutinante y polímero (moldeo por inyección de metal o proceso MIM) antes de desaglomerar y sinterizar.
Sinterización
Sinterización is the critical step that transforms the pressed green compact into fully dense cemented tungsten carbide. The compact is heated in a controlled atmosphere furnace — typically hydrogen or vacuum — through a carefully programmed temperature cycle that first burns off the pressing lubricant, then reaches the sintering temperature, which is above the melting point of the cobalt binder (approximately 1320°C) but well below the melting point of tungsten carbide. At sintering temperature, the liquid cobalt phase wets the tungsten carbide particles and draws them together by capillary action, filling pores and producing a dense, cohesive structure as the part cools and the cobalt solidifies. The finished sintered part is typically 20–25% smaller in linear dimensions than the green compact — a predictable and precisely controlled shrinkage that is accounted for in the tooling design. Hot isostatic pressing (HIP) is often applied after sintering to eliminate any residual microporosity, further improving density, toughness, and fatigue resistance in premium grades.
Rectificado y Acabado
El carburo de tungsteno sinterizado es demasiado duro para mecanizarlo con herramientas de corte convencionales; debe rectificarse utilizando muelas abrasivas de diamante para lograr las estrechas tolerancias dimensionales y la calidad de acabado superficial requeridas para herramientas de corte, piezas de desgaste y componentes de precisión. El rectificado con diamante de carburo cementado es una operación especializada y que requiere mucho capital, y los parámetros del proceso de rectificado (especificación de la muela, fluido de rectificado, velocidades de avance y frecuencia de rectificado) afectan significativamente tanto la precisión dimensional como la condición del subsuelo de la pieza terminada. Un rectificado inadecuado puede introducir tensiones de tracción residuales o microfisuras que reducen la tenacidad y la vida útil a la fatiga de los filos. Para aplicaciones de herramientas de corte, los bordes rectificados a menudo se procesan adicionalmente mediante la preparación del borde: una operación controlada de bruñido o cepillado que produce un radio de borde definido que mejora la vida útil de la herramienta al reducir el astillamiento en el borde de corte bajo el impacto y el ciclo térmico de las operaciones de mecanizado.
Comprender los grados de carburo de tungsteno y lo que significan los números
El carburo de tungsteno cementado comercial no es un material único sino una familia de grados cuyas propiedades varían sistemáticamente ajustando el contenido de cobalto, el tamaño del grano de carburo y la adición de otras fases de carburo como el carburo de titanio (TiC), el carburo de tantalio (TaC) y el carburo de niobio (NbC). Comprender el sistema de calificaciones ayuda a los ingenieros y profesionales de compras a seleccionar la calidad más adecuada para su aplicación específica en lugar de optar por una opción de uso general que puede no ser óptima.
| Característica de grado | Bajo en cobalto (3–6% Co) | Cobalto medio (8–12% Co) | Alto cobalto (15–25% Co) |
| Dureza | Muy alto (1700–1800 HV) | Alto (1400–1600 HV) | Moderado (1000–1300 HV) |
| Resistencia al desgaste | Excelente | bueno | moderado |
| Dureza / resistencia al impacto | inferior | bueno | Alto |
| Resistencia a la rotura transversal | moderado | Alto | muy alto |
| Densidad (g/cm³) | ~15,0–15,3 | ~14,3–14,9 | ~13,0–14,0 |
| Aplicaciones típicas | Piezas de desgaste de precisión, matrices de trefilado, anillos de sellado | Insertos de corte de metal, fresas, taladros. | Picas para minería, herramientas de fresado de carreteras, barrenas para perforación de rocas |
El tamaño del grano es una variable igualmente importante que interactúa con el contenido de cobalto para determinar el equilibrio de propiedades de una ley. Los grados de grano fino (tamaño de grano WC inferior a 1 micrón, clasificados como submicrónicos o ultrafinos) logran una dureza y resistencia al desgaste significativamente mayores con un contenido de cobalto determinado en comparación con los grados de grano más grueso, mientras que los grados de grano medio (1 a 3 micrones) ofrecen una combinación equilibrada de dureza y tenacidad, y los grados de grano grueso (por encima de 3 micrones) maximizan la tenacidad con cierto costo para la dureza. El sistema de designación ISO para grados de corte de carburo cementado (P, M, K, N, S, H) clasifica los grados según el tipo de material de la pieza para la que están diseñados, lo que proporciona un punto de partida práctico para la selección del grado de herramientas de corte incluso sin un conocimiento detallado de la metalurgia subyacente.
Las principales aplicaciones industriales del carburo de tungsteno
El carburo de tungsteno cementado se utiliza en una gama extraordinariamente diversa de industrias y aplicaciones. El hilo conductor de todos ellos es la necesidad de un material que combine dureza, resistencia al desgaste y dureza suficiente para sobrevivir en entornos operativos exigentes donde los materiales convencionales fallan prematuramente. Los siguientes sectores representan las aplicaciones más importantes por volumen e importancia técnica.
Corte y Mecanizado de Metales
El corte de metales (la fabricación de componentes de precisión mediante la eliminación de material de piezas de metal utilizando herramientas de corte) es la aplicación individual más importante del carburo de tungsteno cementado por valor. Los insertos de corte indexables de carburo, las fresas de mango de carburo sólido, las brocas de carburo y las barras de mandrinar de carburo han desplazado en gran medida a las herramientas de corte de acero de alta velocidad en los centros de mecanizado CNC modernos porque pueden operar a velocidades de corte de tres a diez veces más altas que las HSS y, al mismo tiempo, mantienen los bordes cortantes afilados durante mucho más tiempo. Esto se traduce directamente en una mayor productividad de la máquina, un menor costo por pieza y un mejor acabado superficial y consistencia dimensional en los componentes mecanizados. Los insertos utilizados en operaciones de torneado, fresado y taladrado suelen estar recubiertos con una o más capas de revestimientos cerámicos duros (los más comunes son nitruro de titanio (TiN), carbonitruro de titanio (TiCN), óxido de aluminio (Al₂O₃) y nitruro de aluminio y titanio (AlTiN), aplicados mediante procesos de deposición física de vapor (PVD) o deposición química de vapor (CVD). Estos recubrimientos agregan una capa adicional resistente al desgaste que extiende aún más la vida útil de la herramienta y permite velocidades de corte aún más altas, particularmente en mecanizado en seco o casi en seco donde el uso de fluido de corte se minimiza por razones ambientales y de costos.
Minería, perforación y excavación de rocas
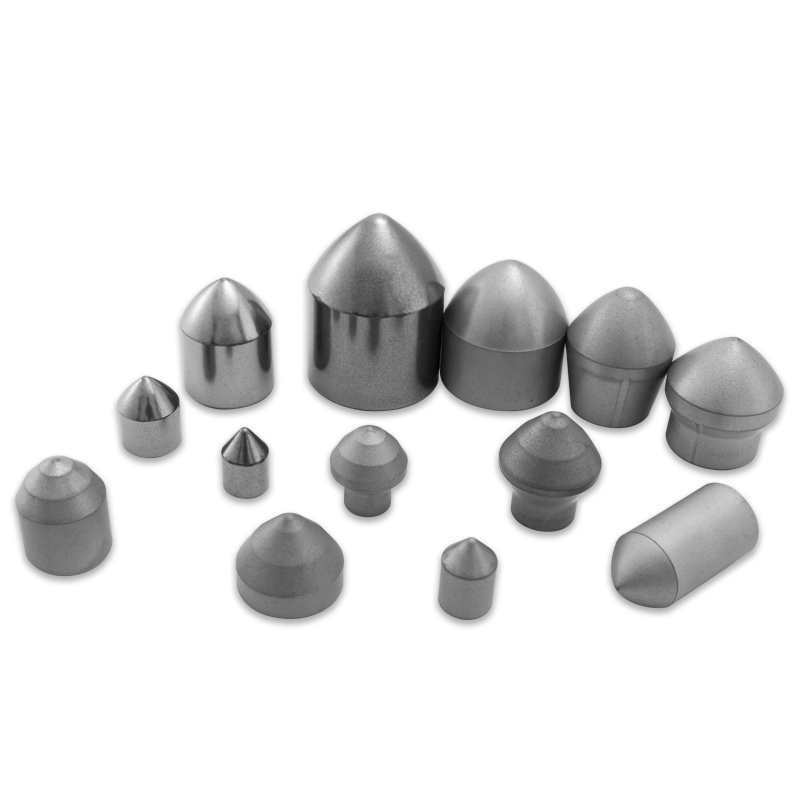
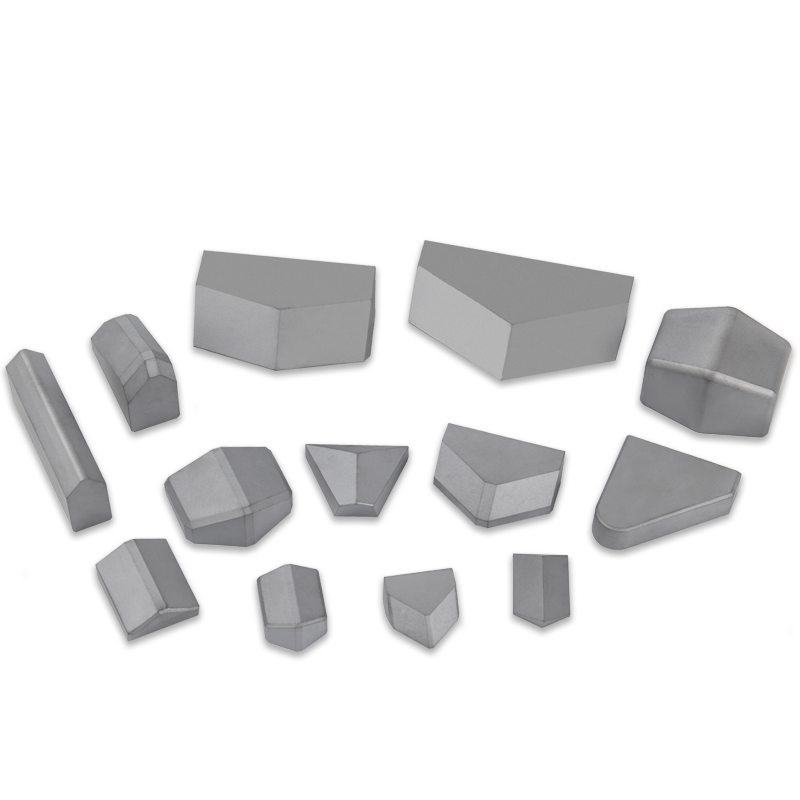
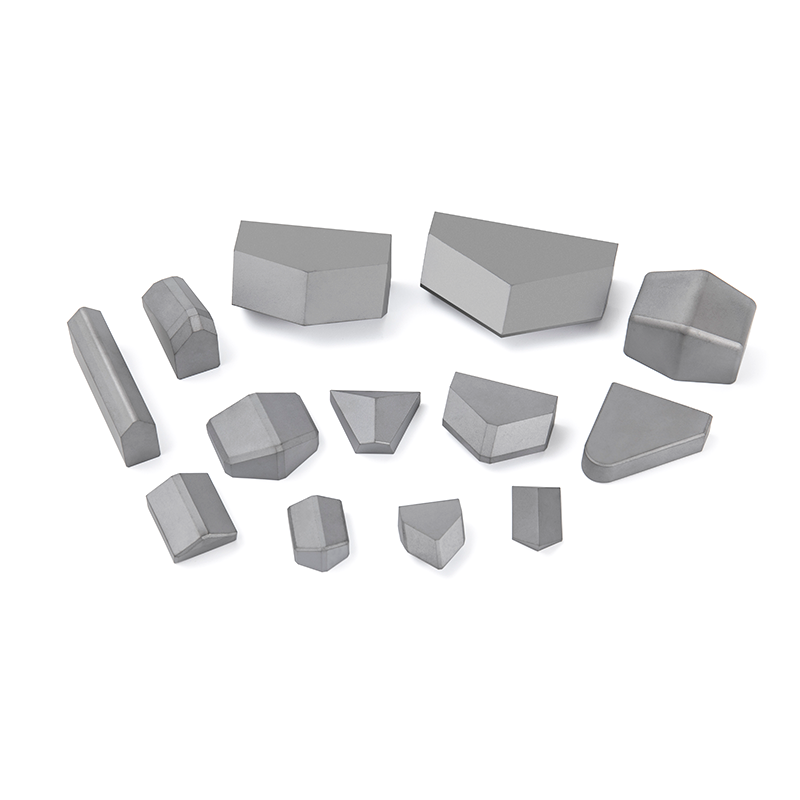
La perforación en minería y construcción representa la segunda categoría de aplicación más grande para el carburo de tungsteno, ya que consume enormes volúmenes de grados con alto contenido de cobalto y tenacidad optimizada en forma de brocas, insertos de corte giratorio, cabezales de perforación elevados y cortadores de disco para máquinas tuneladoras (TBM). Las brocas cónicas de rodillo tricónico para perforación de petróleo y gas utilizan cientos de insertos de carburo por broca para cortar formaciones rocosas a profundidades de miles de metros. Las brocas de percusión para minería superficial y subterránea utilizan botones de carburo que deben resistir los impactos repetidos de alta energía de los equipos de perforación neumáticos o hidráulicos en roca abrasiva. Las picos de corte para minería de tajo largo y los picos de tambor de minero continuo utilizan herramientas con punta de carburo para cortar carbón y roca blanda en minas de carbón subterráneas. En cada una de estas aplicaciones, la calidad del carburo debe optimizarse cuidadosamente para proporcionar la máxima resistencia a la combinación específica de abrasión e impacto que se encuentra en el tipo de roca objetivo, ya que una calidad demasiado dura se fracturará con el impacto, mientras que una que sea demasiado blanda se desgastará rápidamente en condiciones abrasivas.
Troqueles para trefilado y conformado de metales
Las matrices de carburo de tungsteno son el material estándar para el trefilado: el proceso de reducir el diámetro del alambre metálico tirando de él a través de una serie de aberturas de matriz progresivamente más pequeñas. La combinación de dureza extrema, resistencia al desgaste y resistencia a la compresión que proporciona el carburo permite que las matrices de trefilado mantengan su geometría de apertura precisa mediante el procesamiento de enormes longitudes de alambre (potencialmente cientos de miles de metros por matriz antes del reemplazo) mientras resisten las presiones de contacto muy altas generadas en la superficie de la matriz. Las matrices de carburo se utilizan para trefilar alambre de acero, cobre, aluminio y aleaciones especiales en un rango de diámetro que va desde varios milímetros hasta alambre fino por debajo de 0,1 mm. Más allá del trefilado, el carburo se utiliza ampliamente en matrices de conformado en frío, punzones de embutición profunda, matrices de laminación de roscas y herramientas de extrusión, dondequiera que se requiera la combinación de resistencia al desgaste y resistencia a la compresión bajo cargas cíclicas para mantener la precisión dimensional y la calidad de la superficie en altos volúmenes de producción.
Piezas de desgaste y componentes estructurales
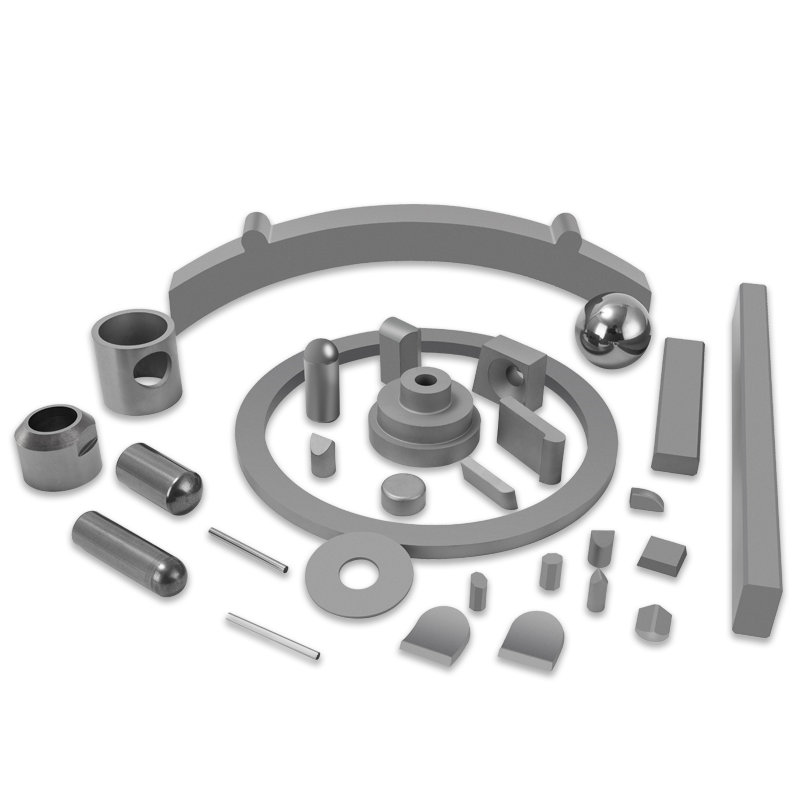
La aplicación de piezas de desgaste y componentes estructurales del carburo de tungsteno abarca una gama muy amplia de productos utilizados en industrias tan diversas como la del papel y la impresión, el procesamiento de alimentos, la fabricación de productos electrónicos, la maquinaria textil y los sistemas de bombeo. Las boquillas de carburo para sistemas de pulverización y chorro abrasivo resisten la acción erosiva de las partículas abrasivas durante mucho más tiempo que las alternativas de acero. Las caras de sellado de carburo para sellos mecánicos en bombas que manejan lodos abrasivos mantienen el acabado superficial y la planitud a lo largo de millones de ciclos operativos. Los rodillos guía de carburo y los rodillos formadores en líneas de producción de alambre y tubos mantienen la precisión dimensional en tiradas de producción extendidas. Los asientos y bolas de válvulas de carburo en válvulas de control de flujo que manejan fluidos de proceso abrasivos o erosivos ofrecen una vida útil mucho más larga que las alternativas metálicas convencionales. En cada caso, el factor común para especificar el carburo es la eliminación de fallas por desgaste prematuro que, de otro modo, requerirían reemplazos frecuentes, tiempo de inactividad de la máquina y pérdidas de producción asociadas.
Instrumentos médicos y dentales
El carburo de tungsteno cementado se utiliza en aplicaciones médicas y dentales donde su dureza, biocompatibilidad, resistencia a la corrosión y capacidad para mantener un filo afilado durante ciclos repetidos de esterilización lo hacen superior al acero inoxidable. Las tijeras quirúrgicas, los portaagujas y las pinzas de disección fabricados con inserciones de carburo en sus superficies de trabajo mantienen un rendimiento de corte más nítido y preciso a través de muchos más ciclos de esterilización y uso que sus equivalentes totalmente de acero. Las fresas dentales para cortar el esmalte y el hueso de los dientes durante los procedimientos están hechas casi exclusivamente de carburo debido a su mayor eficiencia de corte y longevidad en comparación con el acero. Los instrumentos de corte ortopédicos, incluidos escariadores, raspadores y sierras para huesos, utilizan carburo para mejorar el rendimiento de corte y prolongar la vida útil. Los estrictos requisitos de limpieza y biocompatibilidad de las aplicaciones médicas significan que solo grados específicos de carburo de alta pureza con niveles controlados de oligoelementos están calificados para estos usos.
Recubrimientos de carburo de tungsteno: una forma diferente de obtener el rendimiento del carburo
Más allá de los componentes sólidos de carburo cementado, el carburo de tungsteno se aplica ampliamente como revestimiento de superficies sobre acero y otros materiales de sustrato mediante procesos de pulverización térmica, más comúnmente pulverización de combustible de oxígeno a alta velocidad (HVOF) y pulverización de plasma. En aplicaciones de recubrimiento de carburo de tungsteno, el objetivo es combinar la resistencia al desgaste y la dureza del carburo en la superficie de trabajo con la tenacidad, la maquinabilidad y el menor costo de un sustrato de acero, logrando un equilibrio de rendimiento que ningún material podría ofrecer por sí solo.
Los recubrimientos de carburo de tungsteno-cobalto (WC-Co) y carburo de tungsteno-cobalto-cromo (WC-CoCr) pulverizados con HVOF son los recubrimientos de pulverización térmica más utilizados para la protección contra el desgaste y la erosión a nivel mundial. El proceso HVOF acelera las partículas de polvo de aglutinante de carburo a velocidades muy altas antes de impactar con el sustrato, produciendo recubrimientos densos y bien adheridos con una dureza cercana a la del carburo sinterizado y una porosidad muy baja. Estos recubrimientos se utilizan en componentes de trenes de aterrizaje de aviones para reemplazar el cromado duro para protección contra la corrosión y el desgaste, en ejes y manguitos de bombas en servicio de lodo abrasivo, en rodillos de máquinas papeleras sujetas a desgaste abrasivo debido al contenido de fibra reciclada, en vástagos de cilindros hidráulicos y en muchos otros componentes donde una superficie dura y resistente al desgaste que extiende la vida útil de una estructura de acero más grande es la solución de ingeniería más rentable. El espesor del recubrimiento suele oscilar entre 100 y 400 micrones, y la superficie recubierta se puede pulir hasta obtener tolerancias dimensionales y un acabado superficial precisos después de la pulverización.
Propiedades físicas y mecánicas clave del carburo de tungsteno cementado
Para los ingenieros que especifican carburo de tungsteno para una nueva aplicación o lo comparan con materiales alternativos, es esencial tener una idea clara de su rango de propiedades físicas y mecánicas. La siguiente tabla resume las propiedades más importantes en el rango de grados típico del carburo de WC-Co cementado.
| Propiedad | Rango típico (grados WC-Co) | Comparación con el acero |
| Dureza Vickers (HV) | 1000 – 1800 voltios | 3 a 7 veces más duro que el acero para herramientas endurecido |
| Densidad (g/cm³) | 13,0 – 15,5 | ~1,7–2 veces más denso que el acero |
| Módulo de Young (GPa) | 500 – 700 GPa | ~2,5–3,5 veces más rígido que el acero |
| Resistencia a la compresión (MPa) | 3500 – 7000MPa | Mucho mayor en compresión que el acero. |
| Resistencia a la rotura transversal (MPa) | 1500 – 4000MPa | Comparable o mejor que el acero endurecido. |
| Dureza a la fractura (MPa·m½) | 8 – 22 MPa·m½ | inferior than steel; brittle in tension |
| Conductividad Térmica (W/m·K) | 70 – 110 W/m·K | Altoer than most steels |
| Coeficiente de expansión térmica (×10⁻⁶/°C) | 4,5 – 6,5 | ~ la mitad que el acero; considerar en ensamblajes adheridos |
| Punto de fusión (°C) | ~2870°C (compuesto WC) | Mucho más alto que el acero (~1400°C) |
Reciclaje y sostenibilidad del carburo de tungsteno
Tanto la Unión Europea como Estados Unidos clasifican el tungsteno como una materia prima crítica debido a los riesgos de concentración de la oferta (ya que China controla la gran mayoría de la producción primaria mundial) y su papel esencial en industrias estratégicas. Este riesgo de suministro, combinado con el alto valor económico del tungsteno, hace que el reciclaje de chatarra de carburo de tungsteno sea un componente importante de la cadena de suministro mundial de tungsteno. Aproximadamente entre el 30% y el 40% del tungsteno consumido a nivel mundial proviene actualmente de chatarra de carburo reciclado, una proporción en la que la industria está trabajando activamente para aumentar mediante una mejor infraestructura de recolección y procesamiento.
Existen varias rutas de reciclaje establecidas para el carburo de tungsteno gastado. El proceso de recuperación de zinc disuelve el aglutinante de cobalto mediante reacción con zinc fundido a aproximadamente 900 °C, dejando los granos de carburo de tungsteno intactos para su reutilización después de la eliminación del zinc mediante destilación al vacío. Se prefiere este proceso cuando el polvo de WC recuperado se reutilizará en la producción de carburo porque preserva el tamaño del grano y evita el procesamiento químico que consume mucha energía y es necesario para convertir el tungsteno nuevamente a su forma elemental. El proceso de corriente fría utiliza un impacto de alta velocidad para fracturar mecánicamente el carburo gastado en un polvo fino que se mezcla con polvo virgen para su reciclaje. Los procesos de conversión química, incluida la ruta APT, disuelven todo el compacto de carburo y purifican químicamente el tungsteno mediante paratungstato de amonio, produciendo un material equivalente al tungsteno primario que puede carburarse para obtener un nuevo polvo de WC. El valor económico de la chatarra de carburo de tungsteno la convierte en uno de los materiales industriales que se reciclan más activamente, con redes establecidas de recolección y procesamiento que operan a nivel mundial en las industrias de herramientas de corte, herramientas de minería y piezas de desgaste.
Conceptos erróneos comunes sobre el carburo de tungsteno que vale la pena aclarar
Varios conceptos erróneos persistentes sobre el carburo de tungsteno circulan tanto en contextos técnicos como de consumo, y abordarlos directamente ayuda a establecer expectativas realistas sobre lo que el material puede y no puede hacer.
- "El carburo de tungsteno es irrompible": Este es uno de los malentendidos más comunes, particularmente en el contexto de la joyería y los productos de consumo de carburo de tungsteno. El carburo cementado es extremadamente duro y resistente al desgaste, pero también es frágil en tensión: tiene una tenacidad a la fractura relativamente baja en comparación con el acero y se agrietará o romperá si se somete a un impacto o tensión de tracción suficiente. Un anillo de carburo de tungsteno, por ejemplo, no se puede doblar para extraerlo en caso de emergencia como se puede hacer con un anillo de oro; debe romperse utilizando una técnica específica. La dureza que hace que el carburo sea tan eficaz para aplicaciones de desgaste es inseparable de la fragilidad que lo hace vulnerable a la fractura por impacto.
- "Todo el carburo de tungsteno es igual": La frase "carburo de tungsteno" cubre una familia de grados con propiedades significativamente diferentes según el contenido de cobalto, el tamaño del grano y las fases de carburo adicionales. Una calidad de pico para minería con un 20 % de cobalto tiene características de dureza, resistencia al desgaste y tenacidad muy diferentes de una calidad para piezas de desgaste de precisión con un 6 % de cobalto y un tamaño de grano submicrónico. Especificar "carburo de tungsteno" sin una designación de grado proporciona información insuficiente para la mayoría de las aplicaciones de ingeniería.
- "El carburo de tungsteno no se puede rayar": Si bien el carburo cementado es extremadamente resistente a los rayones en comparación con los metales, puede ser rayado por materiales más duros que él mismo, en particular el diamante, el nitruro de boro cúbico (CBN) y algunos materiales cerámicos. Los abrasivos recubiertos de diamante y las muelas abrasivas de CBN se utilizan habitualmente para esmerilar y terminar piezas de carburo de tungsteno precisamente porque son más duros y pueden eliminar material de la superficie del carburo.
- "Más cobalto siempre significa menor calidad": Esto es incorrecto en el contexto de aplicaciones que requieren dureza y resistencia al impacto. Los grados con alto contenido de cobalto están diseñados específicamente para aplicaciones como picos de minería y cortes interrumpidos pesados donde la resistencia al impacto es el requisito principal. En estas aplicaciones, un grado con bajo contenido de cobalto seleccionado en función de la dureza máxima se fracturaría rápidamente. El nivel de cobalto correcto es aquel que proporciona el equilibrio óptimo de dureza y tenacidad para la aplicación específica: ni universalmente alto ni universalmente bajo.
- "Las herramientas de carburo de tungsteno nunca necesitan ser reemplazadas": Las herramientas de carburo de tungsteno se desgastan mucho más lentamente que las alternativas de acero en la mayoría de las aplicaciones, pero se desgastan y eventualmente requieren reemplazo o reacondicionamiento. La economía de las herramientas de carburo se basa en su vida útil superior, que reduce la frecuencia y el costo de reemplazo en comparación con alternativas menos resistentes al desgaste, no en una vida útil infinita. La inspección regular y el reemplazo proactivo en el límite de desgaste apropiado siempre es mejor que utilizar herramientas de carburo hasta que fallen por completo, lo que generalmente causa daños adicionales a los componentes asociados.
Nuestros Productos //
Productos relacionados